Ultra (UHMWPE / DCF / Challenge Ultra)
Why the lightest bags also float, and what they trade for it.
- Volume
- 01
- Order
- № 06
- Read
- 18 min
- Published
Three chapters of woven and laminated petrochemicals. This one is the strange family: materials that float in water, outperform steel by weight, and arrive in bags that cost twice what a comparable nylon version would. The base polymer is the simplest in this entire book.
Polyethylene, the simplest polymer
Polyethylene is just a carbon backbone with hydrogens hanging off it. Monomer is ethylene (CH₂=CH₂); polymerization opens the double bond and stitches monomers end to end.
[\text{n} \cdot \text{CH}_2=\text{CH}_2 \rightarrow \text{-(CH}_2\text{-CH}_2\text{)}_n\text{-}]
If that sounds unremarkable, consider: a plastic bag is also polyethylene. So is a milk jug. The difference between those and a bag that stops a bullet comes down to chain length.
What is UHMWPE?
Ultra-High Molecular Weight Polyethylene (UHMWPE) has chains with a molecular mass typically between 2 and 6 million daltons. A normal polyethylene (like a grocery bag) might have chains of 100,000–500,000 daltons. UHMWPE chains are 10–60 times longer.
 Same molecule. Radically different chain length. Longer chains mean more overlap, more inter-chain grip, more structural strength. Illustrative only.
Same molecule. Radically different chain length. Longer chains mean more overlap, more inter-chain grip, more structural strength. Illustrative only.
Why does length matter? Two reasons:
- Load transfer: a longer chain creates more contact area with neighboring chains. Load applied to one chain spreads to many others before anything breaks. Short chains slide past each other. Long chains grip.
- Entanglement: very long chains tangle together physically, like a ball of wire versus a ball of thread. Once tangled and aligned, the network is extraordinarily strong.
The result is a material that is, gram for gram, up to 15 times stronger than steel. Its density is only 0.97 g/cm³, less than water, which means it floats. For reference: nylon is 1.14 g/cm³, polyester is 1.38 g/cm³. UHMWPE is lighter than them both at the molecular level before any fabric construction begins.
The Gel Spinning Problem
There’s a catch. Those insanely long chains are also incredibly viscous when melted. Standard nylon production pushes molten polymer through a spinneret; you can’t do that with UHMWPE because the melt is basically solid.
The solution was discovered by Prof. Albert Pennings and colleagues at DSM in the Netherlands, starting around 1969. The technique:
- Dissolve UHMWPE in a solvent at low concentration (a gel, not a melt)
- Push the gel through a spinneret at very high draw ratios (the fiber is stretched by factors of 100+ as it exits)
- As the solvent evaporates, the molecules are forced to align
- Stretch the fiber further in the solid state to complete molecular alignment
Take a messy bowl of spaghetti and stretch it into a pack of perfectly parallel dried spaghetti. The molecules go from random coils to near-perfect parallel alignment along the fiber axis. That alignment is where the strength comes from.
DSM commercialized this as Dyneema in the late 1970s. Honeywell separately developed the same process and sells it as Spectra. Both are the same material, different brand names.
In 2022, DSM sold its protective materials division (including the Dyneema brand) to Avient Corporation for €1.44 billion. Dyneema is now technically an Avient brand, though most of the outdoor industry still calls it Dyneema.
From Fiber to Fabric: The DCF Problem
UHMWPE fiber is extraordinarily strong in tension along its axis. But it has a critical weakness: you cannot weave it like nylon.
The gel-spinning process that creates the strength also makes the fiber slippery (low coefficient of friction, comparable to PTFE/Teflon) and hard to dye or bond. Traditional weaving relies on yarns gripping each other at crossover points. UHMWPE yarns don’t grip, they slide. A woven fabric made purely from UHMWPE would fall apart.
The original solution, developed in the 1990s by Cubic Tech Corporation for America’s Cup racing sails, was to not weave at all.
What is DCF?
Dyneema Composite Fabric (DCF), formerly known as Cuben Fiber, is a non-woven laminate. Its construction:
- A sparse, crossed grid of Dyneema monofilaments: not woven, just laid flat in two directions
- Sandwiched between two thin PET (polyester) films: these hold the grid in place and provide the waterproof membrane
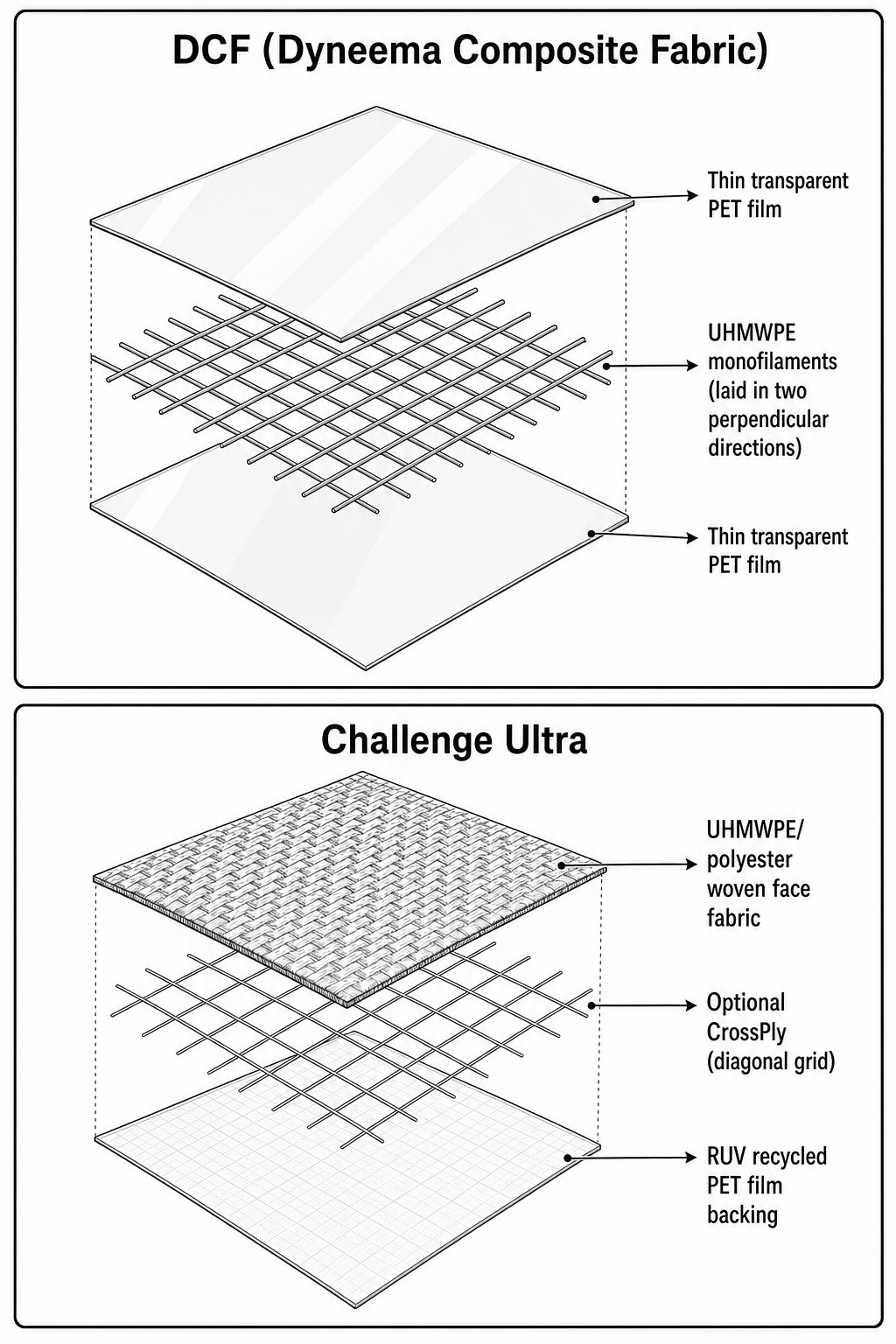 DCF (top): non-woven UHMWPE grid between two PET films. Challenge Ultra (bottom): UHMWPE/polyester woven face laminated to RUV film. Illustrative only.
DCF (top): non-woven UHMWPE grid between two PET films. Challenge Ultra (bottom): UHMWPE/polyester woven face laminated to RUV film. Illustrative only.
That’s it. No face fabric, no taffeta. The Dyneema grid never touches itself or grips anything: the PET films do all the binding. The grid contributes tensile and tear strength; the films contribute waterproofing and structure.
The sailing origin
The name “Cuben Fiber” comes from America³ (pronounced “America Cubed”), the 1992 America’s Cup winner that reportedly used sails made from precursors to the commercial product. The material was designed to be stiffer, lighter, and dimensionally more stable than traditional sailcloth, exactly the same design brief as Dimension-Polyant’s X-Pac.
In 2007, Cuben Fiber Corporation was acquired by North Sails. By 2015, Cubic Tech (the non-sailing rights holder) was acquired by DSM Dyneema. The product was renamed DCF.
The Weight Math
DCF doesn’t have a denier in the traditional sense: the fiber grid is sparse and contributes very little mass. The primary weight comes from the PET films.
Reading DCF vs Ultra names: DCF is catalogued by finished weight in ounces per square yard (DCF 2.92, DCF 5.0, and so on), not by face denier. Challenge Ultra fabrics read like conventional pack cloth: Ultra 100, 200, 400 track the woven face roughly with nylon denier, and an X suffix (Ultra 200X) adds an UltraCrossply bias grid between face and RUV™ film for dimensional stability.
Common DCF variants for bags are labeled by oz/yd²:
| DCF Variant | Weight (oz/yd²) | Weight (g/m²) | Primary use |
|---|---|---|---|
| DCF 2.92 | 2.92 | ~99 | Pack main body, shelters |
| DCF 5.0 | 5.0 | ~170 | Pack base, high-stress |
For comparison, VX21 X-Pac is 205 g/m². DCF 2.92 is 99 g/m², less than half the weight for a fully waterproof structural fabric. This is why DCF packs like those from Hyperlite Mountain Gear and Zpacks weigh so little.
But those numbers come with tradeoffs.
The Tradeoffs: What DCF Cannot Do
Abrasion resistance: poor. The PET film surface is thin and not abrasion-resistant. Once you grind bare DCF against rock or trail, the film scratches, pinholes develop, and the structure degrades. The Dyneema grid underneath is technically abrasion-resistant, but it’s sparse and protected only by the film.
Puncture resistance: poor. This is the main complaint. A sharp pine needle or rock corner can punch right through the PET film. The films are essentially Mylar; hail, pine needles, and abrasive contact breach them easily. Once punctured, the PET film tears rather than absorbs.
UV degradation: real concern. All polyethylene degrades under prolonged UV exposure. The PET films protect somewhat, but long-term sun exposure causes embrittlement. DCF gear stored and used outdoors will age faster in UV-heavy environments.
No structure: feature or bug. A woven nylon fabric holds its shape. A pure DCF sheet does not. It crinkles, deforms, and collapses. For packs, this means bags need frames, stiffeners, or internal structure. Some ultralight designs treat this as acceptable; others add a taffeta face to help.
Cost. DCF at retail is roughly $30–60/yard. Cordura 500D is about $10–15/yard. X-Pac VX21 is $15–30/yard. The premium is real.
DCF Hybrids
To address the abrasion problem, manufacturers add a face fabric to bare DCF:
- DCF 2.92 hybrid: bare DCF laminated to a 50D plain-weave polyester face. Adds abrasion protection while maintaining low weight. Used on HMG Southwest 3400 main body and Zpacks Arc Blast.
- DCF 5.0 hybrid: bare DCF laminated to a 150D polyester face. Much better abrasion resistance, heavier. Used on HMG pack bases and high-wear areas.
These are sometimes called DCH (Dyneema Composite Hybrid). Adding the face fabric bumps weight significantly: the 50D hybrid is closer to 115–120 g/m², the 150D hybrid is around 170 g/m².
Challenge Ultra: The Woven UHMWPE Alternative
DCF’s non-woven construction is fundamentally what makes it both light and fragile. Challenge Outdoor (formerly Challenge Sailcloth) took a different approach with their Ultra line: weave the UHMWPE.
To solve the slipperiness problem that makes pure UHMWPE hard to weave, they blended UHMWPE fibers with high-tenacity polyester: polyester grips at crossover points where UHMWPE would slide. The result is a woven fabric with UHMWPE’s strength and a bona fide textile structure.
Origin
The Challenge Ultra line is the work of Hale Walcoff, sailing World Champion, technical textiles veteran, and the same designer who built the X-Pac family at Dimension-Polyant. After leaving Dimension-Polyant, Walcoff prototyped a new generation of laminate at North Sails before the pandemic halted that effort. Challenge Sailcloth backed a restart and established Challenge Outdoor with Walcoff as Managing Director. EcoPak (Chapter 4) was the first product; Ultra followed as the high-performance UHMWPE counterpart. Both share the same laminate logic (face fabric, structural grid, film backing) because both came from the same design mind.
That lineage is the reason Ultra’s architecture maps so cleanly onto X-Pac’s (Chapter 3). The three-layer X-Pac formula did not inspire Ultra by accident: Walcoff invented both. He died in 2023; the Ultra program continues under Challenge Outdoor.
Construction
Challenge Ultra is a 2-layer laminate:
- Face fabric: UHMWPE/polyester blend woven textile (plain weave)
- Film backing: 0.5–0.75 mil recycled PET film (called RUV™, UV-resistant)
The X variants (e.g., Ultra 200X) add an UltraCrossply layer (a thin grid at 45° bias between face and film) for dimensional stability, directly analogous to the X-PLY in Dimension-Polyant’s X-Pac. Challenge added this after field feedback on early Ultra packs. All layers are bonded with a solvent-free, VOC-free adhesive, the same sustainability intent as EcoPak, applied to a higher-performance substrate.
Challenge Ultra product line
Figures below are Challenge Sailcloth published values where listed (see Appendix: Reading the Spec Sheet for Taber and tear terminology):
| Variant | Face | UHMWPE% | Backing | Weight (g/m²) | Abrasion (cycles) |
|---|---|---|---|---|---|
| Ultra 100X | 100D blend | ~70% | 0.75 mil RUV film | 99 | 3,600 |
| Ultra 200X | 200D blend | ~66% | 0.75 mil RUV film | 119–130 | 4,400 |
| Ultra 400X | 400D blend | ~66% | 0.75 mil RUV film | 178 | 8,800 |
| Ultra 200TX | 200D blend | ~66% | 70D ripstop polyester | Heavier | n/a |
| Ultra 400TX | 400D blend | ~66% | 70D ripstop polyester | Heavier | n/a |
| Ultra 800X | 800D blend | ~66% | 0.75 mil RUV film | ~289 | 16,000+ |
| UltraStretch | UHMWPE/nylon/lycra | Mixed | n/a | n/a | n/a |
| UltraTNT | UHMWPE grid | ~100% | Two PET film layers | n/a | n/a |
TX variants replace the thin RUV film backing with a heavier 70D ripstop polyester taffeta. The result is lower delamination risk and better structure retention, at the cost of added weight and stiffness. If a bag will be rolled or folded repeatedly along the same crease line (travel packables, roll-tops that compress tight), 400TX is the more forgiving sibling to 400X. The CT Laptop Tote (below) uses 400X; 400TX would have been a defensible alternative for a bag that sees tight daily packing.
As of 2024, Challenge has confirmed that all Ultraweave production is migrating to the crossply (X) format; the original two-layer Ultra without the UltraCrossply grid is being phased out. If you encounter original-spec Ultra fabric in deadstock, note it lacks the dimensional stability of the current X line.
Why Ultra beats bare DCF for packs
Numbers from Challenge’s own lab:
- Ultra 200X vs DCF 2.92 hybrid: similar weight, 3× higher tear strength, 7× the abrasion resistance
- Ultra 400X vs DCF 5.0 hybrid: similar weight, 2× higher tear strength, 4× higher UHMWPE fiber content
The woven construction also means it has real textile structure: it drapes, holds shape, and behaves more like nylon than bare DCF does.
The UV film difference
Where DCF uses generic PET/Mylar films, Challenge uses their RUV™ film: a recycled polyester film formulated with UV inhibitors. This directly addresses one of DCF’s known long-term weaknesses.
Delamination: the shared laminate failure mode
Ultra is an adhesive-bonded laminate (face, crossply, and film held together by glue), which means it shares the delamination failure mode that appears in Chapter 3 (X-Pac) and across DCF. The film can separate from the face. It is not theoretical: field reports from 2025, including a documented case of a Zpacks Ultra pack purchased in mid-2023 showing significant lamination failure after roughly 20 months of regular use, confirm the pattern. Zpacks’ official position is that lamination damage is “normal wear and tear”, not covered as a manufacturing defect under warranty.
Three mechanical triggers appear consistently across community reports:
- Repeated creasing at the same hinge line: roll-top closure points, hipbelt fold zones, shoulder attachment corners. The adhesive fatigues under cyclic flex at a fixed radius.
- Heat exposure: hot cars, hot dryers, sustained direct sun. All accelerate adhesive creep and loss of peel strength. UHMWPE’s low melting point (~130°C) means storage near heat sources is genuinely risky, not just a caveat.
- UV and age: both the face fibers and the adhesive degrade slowly under UV. The RUV™ film delays this; it does not prevent it indefinitely.
The good news is structural: the UHMWPE face fibers survive delamination intact. The bag does not fall apart when the film lifts; it blisters, bubbles, or wrinkles cosmetically. Waterproofing may drop at delaminated zones; a liner addresses that. The TX variants are more forgiving: the polyester ripstop backing is less susceptible to adhesive peel than the thin RUV film. If long-term laminate integrity matters more than minimum weight, TX is the conservative choice.
Compare: X-Pac delamination (Chapter 3) follows the same triggers, on a fabric that has been in bags for a decade longer. DCF delamination is more structurally serious because there is no woven face fabric to hold the structure once the film layers separate. Ultra sits between them: woven face protects structural integrity after delam; film loss is primarily a waterproofing issue, not a catastrophic failure.
Denier in UHMWPE: The Low Density Effect
Nylon is 1.14 g/cm³. UHMWPE is 0.97 g/cm³. So a 200D UHMWPE yarn is physically thicker than a 200D nylon yarn for the same mass, because UHMWPE is less dense. More practically: at the same denier, UHMWPE fabric is lighter per unit volume than nylon fabric of the same apparent thickness. Density advantage baked into the number itself.
Challenge Ultra 100 at 99 g/m² versus Cordura 500D at 220–250 g/m²: the comparison isn’t just construction. It’s fundamental material density.
Four Approaches Compared
| Property | Nylon (500D Cordura) | X-Pac VX21 | DCF Hybrid (2.92) | Challenge Ultra 200X | Graflyte (ALUULA) |
|---|---|---|---|---|---|
| Weight (g/m²) | ~230 | ~205 | ~115–120 | ~130 | ~98–125 (V-98 = 98 gsm) |
| Waterproofing | PU coating (degrades) | PET film (permanent) | PET film (permanent) | RUV film (permanent, UV-resistant) | PE film, fusion-bonded (no adhesive) |
| Abrasion | High | Moderate | Poor–moderate | Good | Very good (100% UHMWPE face) |
| Tear resistance | Good | Excellent | Good (DCF grid) | Very good | Excellent |
| Puncture | Good | Moderate | Poor | Moderate | Moderate |
| UV resistance | Good | Good | Moderate | Good (RUV film) | Good |
| Structure | Soft, flexible | Semi-rigid | Floppy | Textile-like | Structured, heat-weldable |
| Long-term failure | PU coating wear | Delamination | Film cracking, pinholes | Film delamination | No adhesive → no delamination mode |
| Recyclable? | No | No | No | Partially | Yes (mono-material, UHMWPE + PE) |
| Cost | Lowest | Medium | Highest | Medium-high | High (limited supply) |
| Brands | Aer, GORUCK, Able Carry | Peak Design, Aer, Tom Bihn | HMG, Zpacks, MLD | Aer, Zpacks, ULA, Waymark, Bellroy | Arc’teryx, Durston, Db Journey, Nashville Pack |
Ultra in the Inventory
ULA Dragonfly 36L (Challenge Ultra): the travel shell. 36 liters of onebag-ready volume in a sub-1kg package. Repels water at the fabric level. Resists abrasion better than any other bag in the system. Ultra 100 fabric: 3,600 abrasion cycles. 500D Cordura: ~400–500. The Dragonfly holds the system’s most important function (travel container) in material that vastly outperforms what that bag would traditionally have been made from.
 The travel shell. Ultra handles airports, hostel floors, overhead bins. Illustrative only.
The travel shell. Ultra handles airports, hostel floors, overhead bins. Illustrative only.
Pioneer Carry RTX Global Pouch: Pioneer 10XD™, 20% UHMWPE / 80% high-density nylon, woven composite. Not a laminate, a hybrid weave. UHMWPE reinforcement gives tear resistance without laminate weight. No film backing means softer, more packable. Moves between Toshi 5L and backpacks as needed.
 Pioneer RTX, 10XD UHMWPE/nylon hybrid weave, perimeter zip, RTX clip-on attachment. Connective tissue between bags. Illustrative only.
Pioneer RTX, 10XD UHMWPE/nylon hybrid weave, perimeter zip, RTX clip-on attachment. Connective tissue between bags. Illustrative only.
CTactical × The Perfect Bag CT Laptop Tote: Challenge Ultra 400X shell, EcoPak EPX200 lining, 11L, 750 g, 40×33×9 cm, vertical zip-top tote, fits 15” laptop, made in Vietnam. Limited collaboration drop (April 2026, 100 units, $165). The bag that ties Ch.4 and Ch.5 together in one object: Ultra 400X face fabric (Ch.5, UHMWPE/polyester woven, RUV film backing) on the outside, EcoPak EPX200 (Ch.4, 100% rPET face, rPET CrossPly grid at 45°, rPET film) on the inside. The exterior carries the abrasion and weather load; the interior carries the recycled-content story. Vertical orientation, two short top handles plus removable padded shoulder strap with Duraflex swivel hooks (no figuring out which way the strap goes, it spins into place), front and back zip drop pockets, hook-and-loop fields on the front for patches, three rows of MOLLE on the front lower panel and side bottle-pouch attachment points. Worth being clear about actual use: in this collection the laptop lives in the Cicada (Ch.4), not in this tote. The CT Laptop Tote settled into the poolside book bag role: a paperback or two, sometimes a hardback, water bottle, sunscreen, sitting next to a wet lounger. The material thesis still earns its keep, just translated: Ultra 400X face is the abrasion and splash layer for deck tile, lounger slats, and an unpredictable wet edge; the rPET EcoPak EPX200 lining wipes clean and shrugs off chlorine spritz; the vertical zip-top opens one-handed without setting the bag down on a wet surface; the deep cavity holds books upright instead of letting them flop. The hangtag says “laptop tote.” The use settled elsewhere. The fabric stack happens to suit both. Cross-reference Ch.4 EcoPak in the Collection and the CT Laptop Tote launch.

CT Laptop Tote, Challenge Ultra 400X shell, EcoPak EPX200 lining, 11L, vertical zip-top, hook-and-loop and MOLLE on the face. CTactical × The Perfect Bag, April 2026 limited drop. Illustrative only.
Graflyte: the post-adhesive approach
Every laminate fabric discussed in this book (X-Pac, EcoPak, DCF, Ultra) is held together by adhesive. That adhesive is the shared failure mode: delamination, cosmetic or structural, is what happens when the glue gives. Graflyte, made by ALUULA Composites in Canada, eliminates that failure mode entirely.
ALUULA’s process bonds the waterproof film to the UHMWPE face at the molecular level, no adhesive at all. Both layers are polyethylene-family materials (100% UHMWPE woven face + PE film), so they can be fused directly. The result is described as “molecular fusion bonding”: the layers are not glued; they are chemically continuous at the interface.
Three things follow from this:
- No delamination mode. Without adhesive, there is no adhesive fatigue, no peeling under heat or repeated flex. Nashville Pack, which fielded Graflyte bags through multiple thru-hikes before commercial launch, reports no delamination, which is the first time a laminate bag fabric can make that claim credibly.
- Higher UHMWPE purity. Ultra’s face is a ~66% UHMWPE / ~34% polyester blend (polyester is needed for weavability). Graflyte uses 100% UHMWPE in the face: no polyester to carry color, no blend compromise. The fiber purity is why abrasion and tear performance per gram is better.
- Mono-material recyclability. UHMWPE face + PE film = same polymer family. Unlike every other laminate in this guide (mixed fiber + adhesive + film), Graflyte is chemically recyclable back into ethylene gas and repolymerized. Genuinely circular, not just less bad.
Graflyte V-98 weighs 98 g/m² (functionally equivalent to Ultra 100X at 99 g/m² and lighter than Ultra 200X), but with the no-adhesive architecture. It is also heat-weldable, which opens construction techniques unavailable with glue-bonded laminates.
The honest caveat: Graflyte is early. As of mid-2026 it appears in Arc’teryx, Durston Gear, Db Journey, and a handful of cottage brands (Nashville Pack). Not yet in mainstream EDC or travel bags. Price premium over Ultra is real. Long-term field data is still accumulating. But the engineering case is sound: if delamination is the failure mode to beat, the correct solution is to remove the adhesive, not to use a thicker one.
The UHMWPE Quirks
- Cannot be dyed conventionally: zero surface energy, dye molecules don’t bond. Most Ultra fabrics are white, gray, or near-white unless the polyester component carries color.
- Low melting point: softens around 110°C, melts at 130°C. Do not leave in a hot car or press with an iron.
- Creep under sustained load: very slowly deforms under constant stress (not relevant for bags used normally).
Care and Longevity
Ultra’s failure mode is laminate delamination, and most of the conditions that cause it are preventable. Six rules, from most to least impactful:
- Never machine dry or place near a radiator. High heat is the fastest path to adhesive failure across every laminate fabric in this guide: Ultra, X-Pac, and EcoPak alike.
- Minimize hard, repeated folds along the same line. The adhesive fatigues under cyclic flex at a fixed hinge point. Vary how the bag compresses. Roll-tops that consistently fold at the same crease are the highest-risk zones.
- Store cool, dry, away from sustained sunlight. UV degrades both the adhesive and the UHMWPE face fibers over time. The RUV™ film delays this; it does not prevent it indefinitely. Do not store in a hot car or a sunny window.
- Clean with a damp cloth and mild soap, then air dry. Avoid solvents; they can attack the adhesive layer.
- Seam tape is repairable. The film-side of Ultra fabric accepts standard seam tape. Minor delamination blisters can be addressed with trim tape and light pressure without professional repair.
- Consider TX for high-flex builds. If the bag will be tightly packed and rolled repeatedly (travel packables, roll-tops under heavy compression), 400TX’s polyester backing is more forgiving than 400X’s thin film.
The Bottom Line
DCF and Ultra represent the performance ceiling for bag fabrics, lighter and stronger per gram than anything nylon can offer, with inherent permanent waterproofing. The cost: puncture vulnerability (DCF especially), high price, and for DCF specifically, a floppy non-woven structure that requires thoughtful bag design to work well.
Ultra solves most of DCF’s weaknesses (better abrasion, better tear strength, real woven structure, UV-resistant film) at a small weight penalty and a lower price than DCF. It is the current performance ceiling for EDC and travel laminate fabrics.
The next step beyond Ultra is already visible: Graflyte and the no-adhesive UHMWPE architectures that follow from it. The direction the ultralight bag world is moving is not just toward UHMWPE; it is toward UHMWPE without adhesive.
UHMWPE as the performance ceiling, and what comes after the adhesive.