Nylon
The default fiber every later chapter is, in some way, a reaction to.
- Volume
- 01
- Order
- № 02
- Read
- 11 min
- Published
Nylon is the default. Most of the bags in this collection have it somewhere: face fabric, lining, or strap webbing. Worth understanding it first because every later chapter is, in some way, a reaction to it.
The goal of this chapter: walk from molecule to finished fabric, then count the grams. Skip the math if you want. The picture survives without it.
Polymers, briefly
A polymer is a molecule built by linking many small repeating units (monomers) end to end into long chains. Carbohydrates, proteins, DNA: biology is mostly polymers. So is most of the synthetic world: PVC plumbing, polyester clothing, polyethylene shopping bags, nylon backpack fabric.
What distinguishes one polymer from another is the chemistry of the bond linking the units, plus the structure of the unit itself. Different bond, different behavior.
Polyamides and the amide bond
Polyamide = a polymer whose monomers are linked by an amide bond: a carbon-nitrogen connection where the carbon also carries a double-bonded oxygen (–C(=O)–NH–).
Two properties make this bond useful for textile fibers:
- The bond itself is strong and chemically stable at room temperature.
- The N–H groups on neighboring chains form hydrogen bonds across chains. Chains cling to chains. Pulling on one yarn pulls on its neighbors.
Nature gets there first: silk and wool are protein polyamides. Industrial chemistry repeats the trick with petroleum feedstocks and calls the result nylon.
From oil to pellet to fiber
The industrial nylon pipeline runs in three stages.
1. Monomer. Crude oil is cracked into small molecules. From those, two specific intermediates are isolated and reacted to form a single repeating unit. The exact pair determines which nylon you end up with: Nylon 6 uses a single monomer (caprolactam), Nylon 6,6 uses two (hexamethylenediamine + adipic acid).
2. Polymerization. The monomers are joined into long chains, water is driven off, and the resulting plastic is cooled and chopped into small pellets. At this stage nylon is a feedstock, not a fabric.

Polymerized nylon as it leaves the chemical plant, pellets, not yet fiber. Illustrative only.
3. Melt spinning. Pellets are remelted, forced through a perforated metal plate (a spinneret) under pressure, and the emerging filaments are quenched in cool air, drawn (mechanically stretched several times their initial length to align the molecular chains), and wound onto spools. Drawing is the step that turns a soft extrusion into a high-tenacity fiber: alignment increases crystallinity and tensile strength dramatically.

The spinneret moment. Filaments cool in air, get drawn, become structural. Illustrative only.
Dozens of filaments are then twisted together into a yarn, and yarns are woven into the fabric you actually see on a bag.
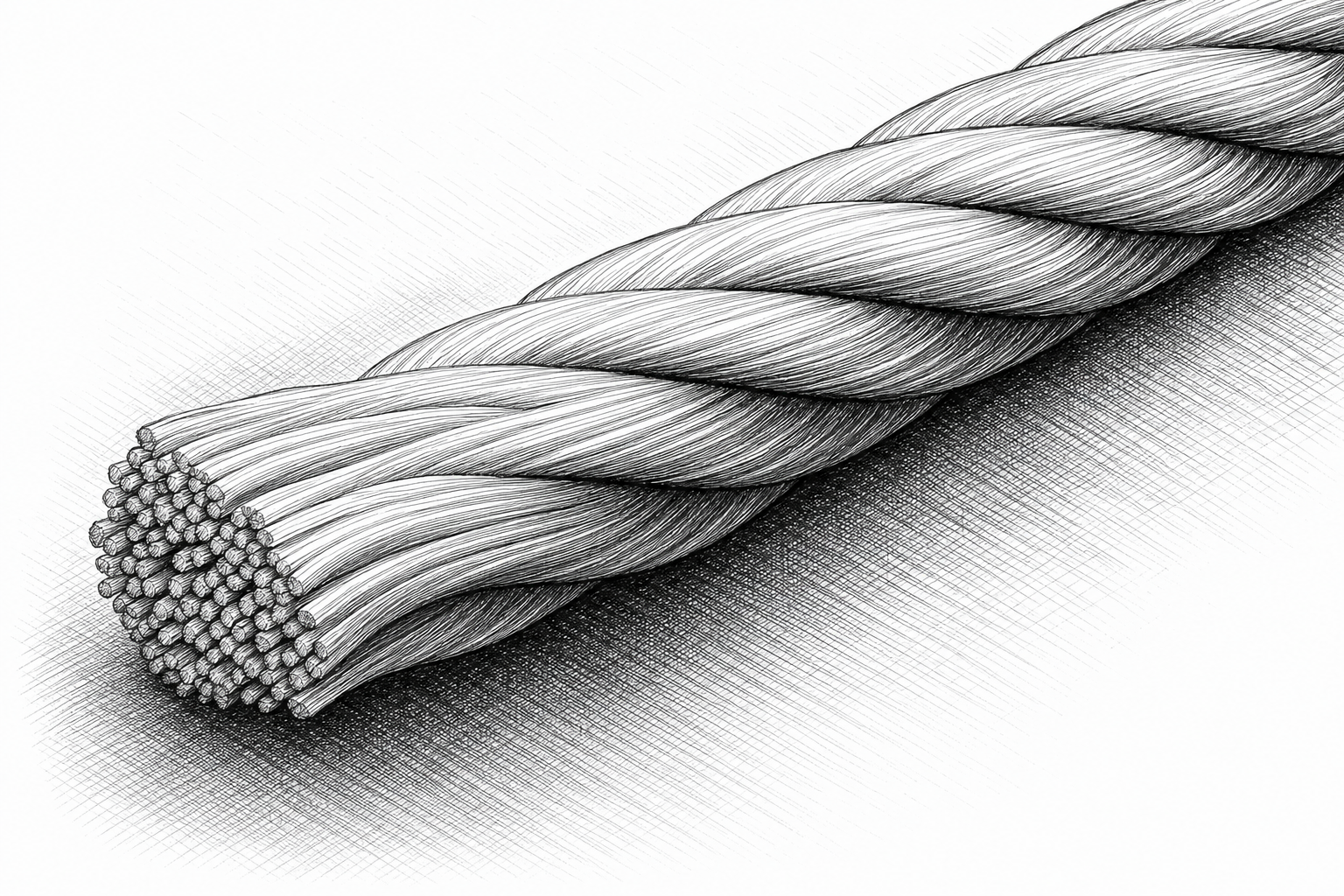
Filaments twisted into yarn. The structural unit of every woven fabric in this book. Illustrative only.
Nylon 6 vs Nylon 6,6
Both are common in bags. The differences are small but real.
| Nylon 6 | Nylon 6,6 | |
|---|---|---|
| Monomers | 1 (caprolactam) | 2 (HMD + adipic) |
| Melt point | 220 °C | 265 °C |
| Moisture regain | ~3.5–4% | ~2.5–3% |
| Abrasion / wear | Slightly lower | Slightly higher |
| Cost | Lower | Higher |
| Common brand | Robic (Hyosung) | Cordura |
Nylon 6,6 is harder to manufacture (two monomers, higher process temperatures) and ends up on the premium end. Nylon 6 dominates lightweight and ultralight packs where the cost difference matters and the wear delta does not.
Three weaves that matter
Fiber and yarn are upstream. The weave is what you actually carry on your shoulder.
Plain weave
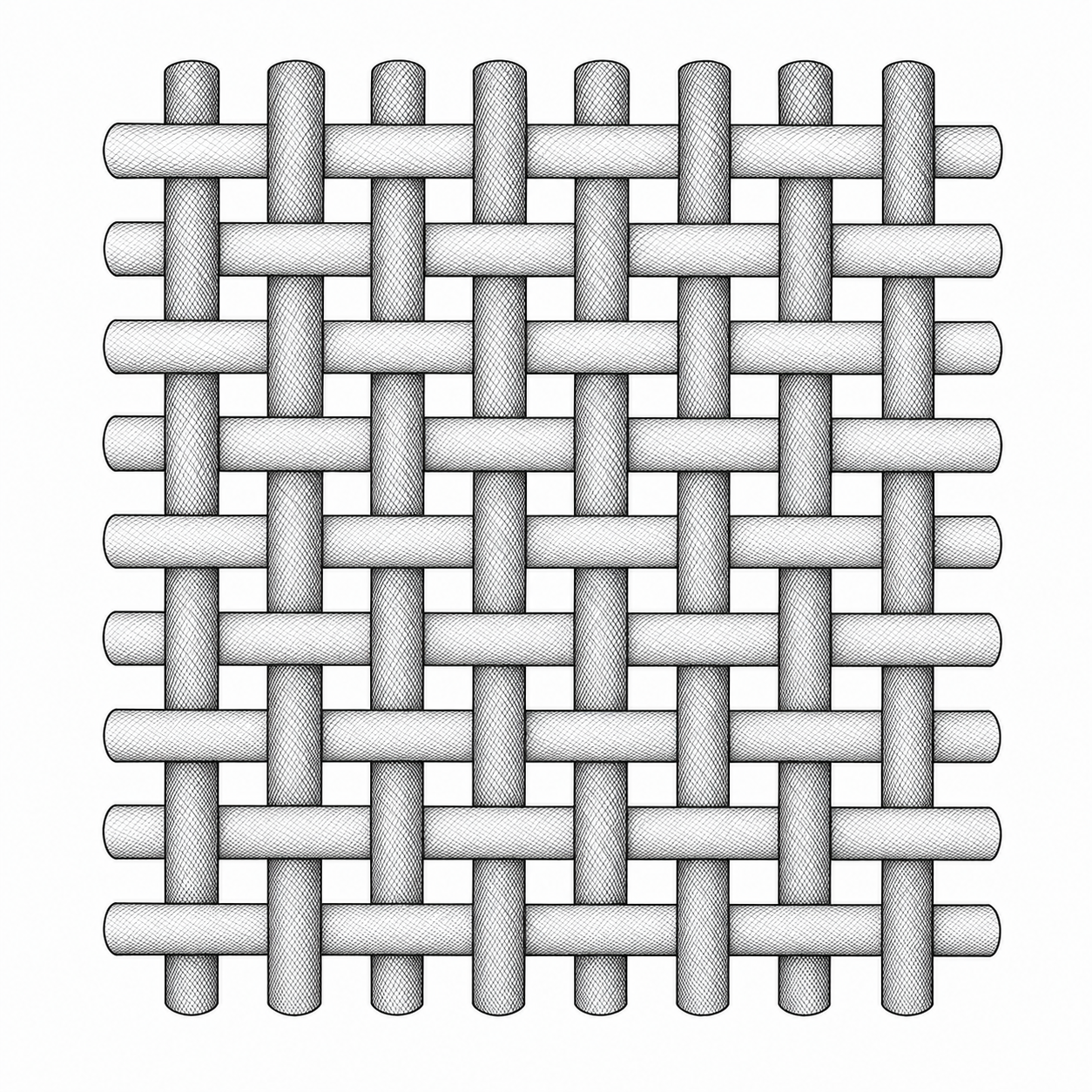
Plain weave: each warp passes alternately over and under each weft. The simplest possible interlock. Illustrative only.
One yarn over, one under, repeat. The default for lightweight nylons (210D ripstop linings, 70D shells). Light, supple, low-bulk. Tear resistance is moderate, once a yarn fails the tear can run unimpeded along the failure direction.
Basket weave
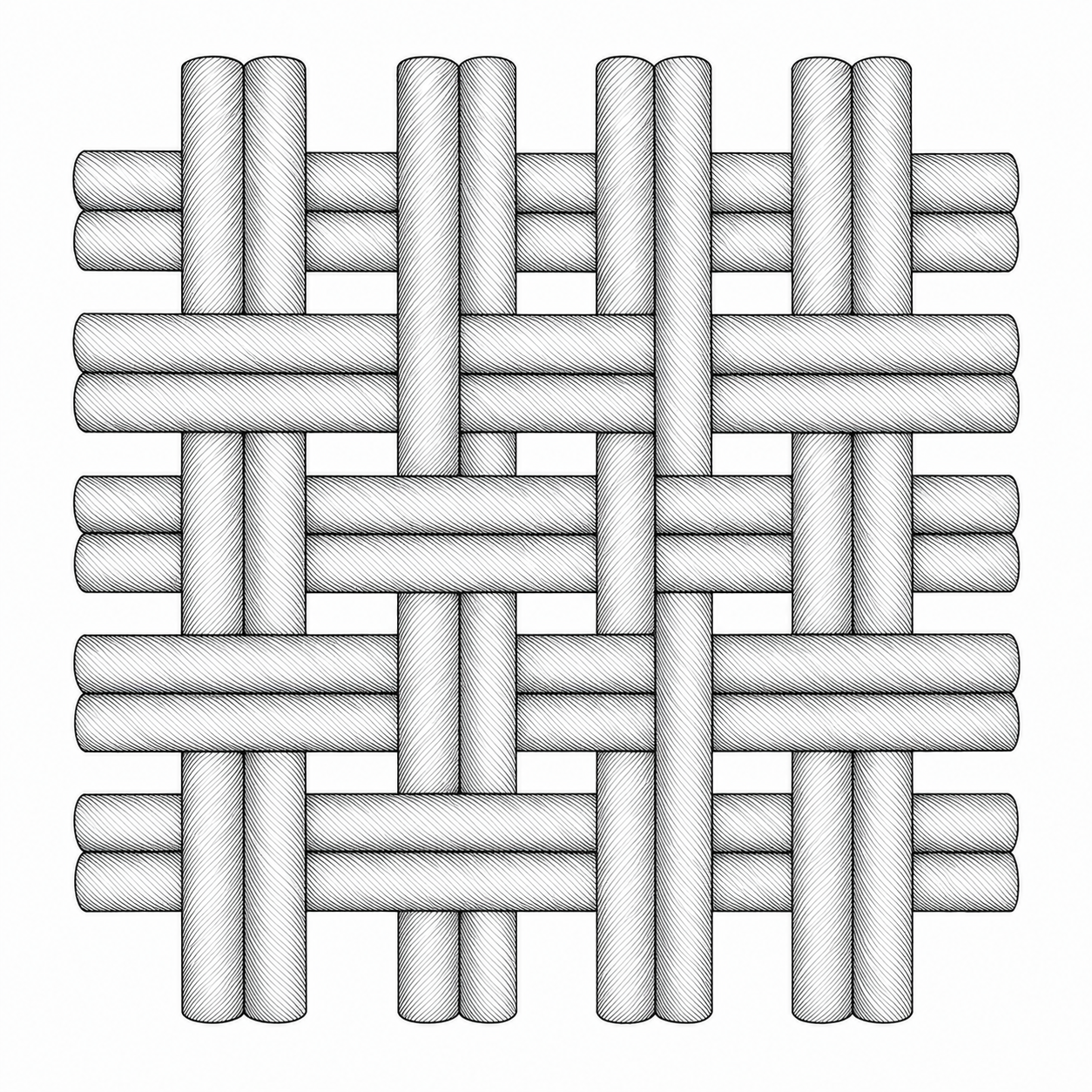
Basket weave: groups of yarns travel together (typically 2-over-2), distributing surface load across the bundle. This one has a few errors. Illustrative only.
A grouped variant of plain weave: two warp yarns travel together over two weft yarns, then under, repeat. Surface abrasion now contacts a bundle, not a single yarn, so wear is shared.
This weave geometry is the basis of ballistic nylon, originally developed in World War II as a flak jacket material. It failed at stopping bullets but succeeded at not failing, and migrated into pack bottoms, briefcase corners, and sling exteriors.
Tradeoff: lower tear resistance per unit weight than plain weave. Ballistic typically compensates by going thicker: 1050D and 1680D are common.
Ripstop
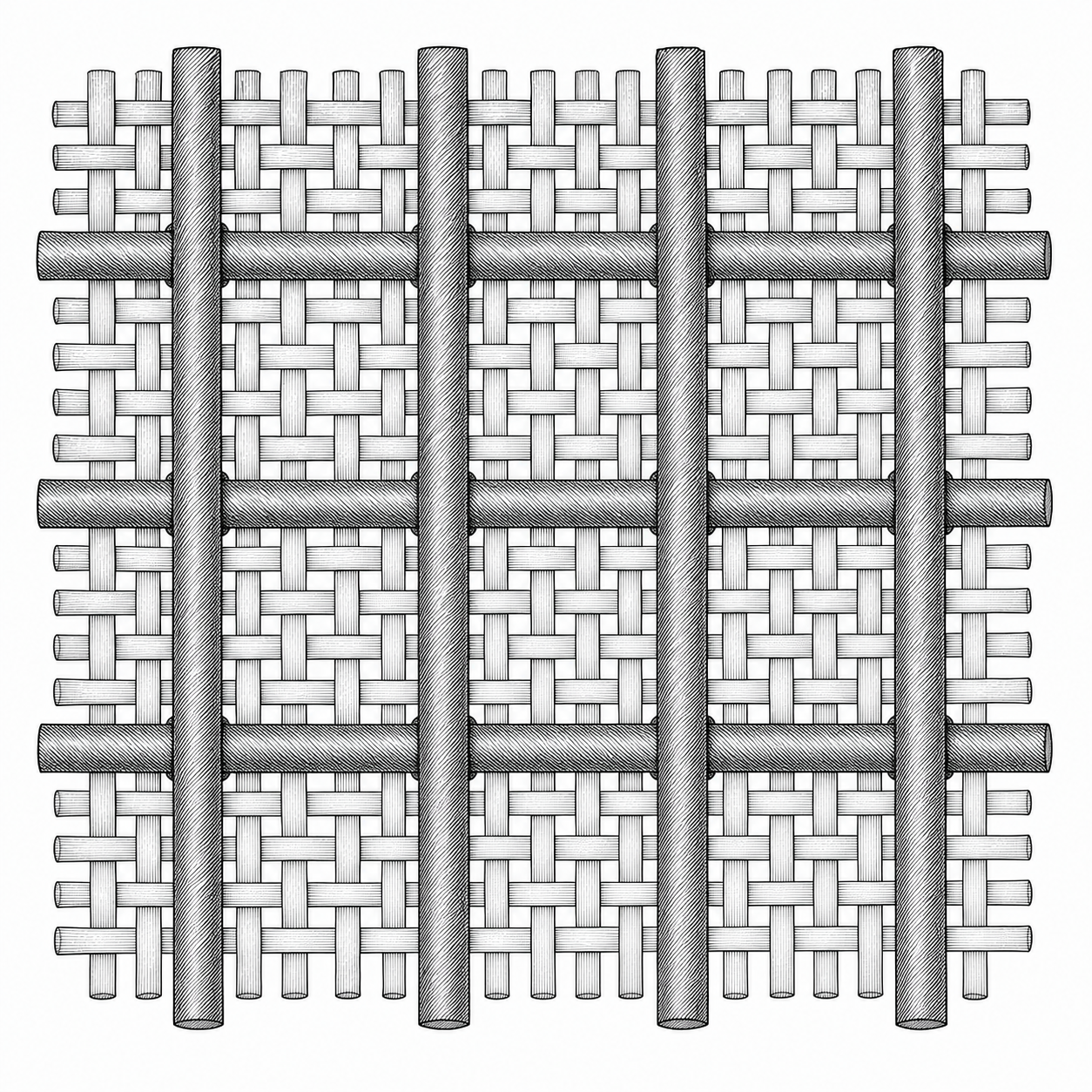
Ripstop: plain weave punctuated by a coarser yarn every few millimeters. Tears stop at the grid. Illustrative only.
Plain weave with a heavier reinforcement yarn woven in every 5–8 mm in both directions. The result is a visible grid. A tear will propagate along the light base yarns, hit the heavier reinforcement yarn, and stop. Damage is contained inside a single grid cell.
Developed during WWII for parachutes: the failure mode of an unreinforced parachute is a small hole becoming a catastrophic split. Ripstop solved that. The same logic applies to ultralight packs: low total weight, contained failure, repairable.
Denier
The “D” in 500D Cordura. Denier = grams of yarn per 9,000 m of yarn. A 500D yarn weighs 500 g over 9 km; a 210D yarn weighs 210 g over the same span. Higher denier = thicker, heavier yarn (for a given polymer).
The 9,000 m unit is historical, inherited from the silk trade in 18th-century France. There is no good engineering reason for it. It is what the textile industry uses, so it is what bag spec sheets use.
Denier is mass per length of yarn, not a thickness. A 500D nylon (density 1.14 g/cm³) and a 500D Ultra (density 0.97 g/cm³) carry the same mass over the same length but the Ultra yarn is physically thicker, because it is less dense. Within a single fiber type, though, denier tracks thickness predictably and that is the way most bag spec comparisons use it.
How heavy is a square meter, actually
Worth working out once. Take 500D nylon in a plain weave with 12 yarns per centimeter running each way.
- 500D = 500 g per 9,000 m of yarn → 0.056 g per meter of yarn
- 1 m² of fabric contains 12 yarns/cm × 100 cm = 1,200 m of warp yarn
- Plus another 1,200 m of weft yarn → 2,400 m total
- 2,400 m × 0.056 g/m ≈ 134 g/m²
Real 500D Cordura runs 220–250 g/m². The remaining 90–115 g comes from three places:
- Crimp. Yarns do not lie flat. They weave up and down across each other, so 1 m² of finished fabric actually contains about 10% more linear yarn than the geometry suggests. Adds ~13 g.
- PU back coating. Nearly all bag nylons get a polyurethane layer painted on the back. It seals the weave against water and gives the fabric structure. Adds 30–50 g/m².
- DWR face finish. A surface chemical finish (Durable Water Repellent) that lowers surface energy so water beads up. Negligible weight, but the reason a new bag sheds rain.
~230 g/m² all-in for premium 500D Cordura nylon. That is the actual weight on a bag.
Brands
You see two recurring names on spec sheets.
Cordura. Brand, not a fabric. Owned by Invista (originally a DuPont line, established in the late 1960s). Sells fabrics (mostly nylon, some polyester) and licenses the brand to mills that meet specs. Default supplier for the premium bag end of the market: Aer, Able Carry, GORUCK, Tom Bihn, and many others.
Robic. Brand from the Korean fiber giant Hyosung. Nylon 6 high-tenacity yarn, also from the 1960s, sold either as bare yarn to weavers or in pre-coated finished fabrics. Common on Osprey, ULA, and other lightweight pack lines. Less brand-visible to consumers but functionally the workhorse of the lightweight category.
A few brands run proprietary nylon weaves rather than buying off the shelf:
- Evergoods: 840D Nylon 6 (heavier line) and 420D Nylon 6,6 (lighter line).
- Alpaka: Axoflux series, 400D and 210D nylon ripstops, plus 600D and 300D polyester variants.
Nylon in the Inventory
Toshi 5L Sling V2 and Toshi 2.5L Sling V2. 840D nylon ballistic exterior, 210D PFAS-free PU-coated ripstop nylon lining. Slings take more contact than any backpack: body friction, constant deploy/redeploy, gym floor, café table. 840D ballistic absorbs that without complaint, and the 210D ripstop lining is light enough to keep the bag’s empty weight reasonable.
 Toshi 5L V2, 840D ballistic nylon, 210D ripstop lining, on-body pocket dump. Illustrative only.
Toshi 5L V2, 840D ballistic nylon, 210D ripstop lining, on-body pocket dump. Illustrative only.
 Toshi 2.5L V2, same fabric stack, smaller silhouette. Illustrative only.
Toshi 2.5L V2, same fabric stack, smaller silhouette. Illustrative only.
The retired Toshi 21L backpack used the same 840D ballistic shell. The fabric was not the issue. Three specifics sent it on. First, the admin pocket would not accept a Toshi 5L sling, a hard organizational miss in a system whose primary on-body unit is that 5L sling. Second, the 21L cap ran out under a packed-out daily work load (laptop, charger, water bottle, sling, jacket); the bag worked at 16L, struggled at 21L, and never had the headroom for “21L plus a sweater.” Third, the flat black silhouette read as generic in a collection where every other bag carries color or material identity. None of those is a defect of the bag as an object: fit, volume, and aesthetic are preference dimensions, and a different carrier with a different sling, lighter daily load, or a different visual language would happily keep this bag indefinitely. They were mismatches between this bag and this user. (Note for the record: there is no Toshi V3, earlier drafts conflated this with the WANDRD PRVKE v3 that ran alongside it. One Toshi backpack only.)
 Toshi 21L, same 840D shell, retired. Material correct; the admin pocket would not host a Toshi 5L sling, 21L was the cap rather than a cruise, and a flat-black silhouette did not match this user’s system. Illustrative only.
Toshi 21L, same 840D shell, retired. Material correct; the admin pocket would not host a Toshi 5L sling, 21L was the cap rather than a cruise, and a flat-black silhouette did not match this user’s system. Illustrative only.
Lineage slings: what nylon taught before the current set
The Toshi pair did not arrive in a vacuum. Four nylon slings preceded them, each isolating one variable. Documenting them here because the lessons stuck even after the bags moved on.
Alpaka Flow Satchel 4L. Axoflux 210D ripstop nylon (Nylon 6, 100% recycled), 150D ripstop polyester lining, 400 g. Expandable bottle sleeve, YKK AquaGuard zippers. The 210D ripstop is half the denier of Toshi ballistic, slightly less abrasion-resistant, noticeably lighter in hand. What this taught: sling sizing is dictated by what you actually carry, not by a category. The driver was the Supernote Nomad plus its case. 4L is the smallest volume that swallows that pair without compression. Anything smaller forces a trade-off; anything larger goes empty. Fabric was correct for role: daily, low-abrasion, indoor-leaning. The lesson was geometric, not material. (alpakagear.com)

Alpaka Flow 4L, 210D Axoflux ripstop, expandable bottle sleeve. Illustrative only.
Concept Collective Travel Sling. 300D nylon shell, RFID-blocking interior lining (sheet resistance 0.022–0.047 Ω, 75 g/m²), 26×18×3 cm, 1.4L, YKK zipper. The slimmest sling in the lineage, flat enough to disappear under a jacket. What this taught: a travel sling is a different object from a daily sling. The use case is passport, phone, two cards, a key. The 1.4L volume forces ruthless edit. Once back home, that ruthlessness is also an indictment, most days do not need that little. The Flow won daily; this stayed for travel weeks until the role consolidated. (conceptglobal.co)

Concept Collective Travel Sling, 300D nylon, 1.4L, RFID-blocking lining. Illustrative only.
Unsettle Rush Hour Sling. SF brand. Water-resistant DWR-coated nylon, flap-top messenger-style closure, designed for cycling and city EDC. Local-maker bag, picked up because of geography and stayed because the cross-body cycling angle was different from any other sling owned. What this taught: the closure mechanism is part of the use pattern. A flap-top under a buckle is slower to access than a zip but more secure on a bike at speed. Different rhythm. Eventually the bike commute settled and the access penalty stopped being worth paying for daily walking carry. Lesson kept; bag rotated out. (unsettleco.com)

Unsettle Rush Hour, DWR nylon, flap-top, SF cycling sling. Illustrative only.
Heimplanet Transit Line Sling Pocket XL (castlerock). Dyecoshell™ 840D × 660D dope-dyed nylon, PU-coated and DWR-treated, polyester lining, aluminum hardware (custom belt buckle, side connectors), YKK zips, ~3L, 350 g, 30×16×10 cm. Strap removable from both ends: swap left or right shoulder, or detach entirely and use as a packing pouch. What this taught: hardware is a feature, not a fastener. The aluminum belt buckle and machined connectors change how the bag closes, opens, and feels in hand, every interaction is a small piece of metal doing real work. Different rhythm from the Toshi’s plastic-hardware sling experience. Also taught the dope-dyed angle: pigment goes into the polymer melt before extrusion, not into a finished fabric bath, so dye uptake is near-100%, water and chemical use drop dramatically, and colorfastness is excellent. Same sustainability instinct as EcoPak (Ch.4) and Shore-Tex (the Solgaard above), arrived at by a different route. The bag rotated out because 3L was redundant against the Concept Collective travel sling and the Flow 4L daily, but the lessons (metal-as-UI, dope-dyed) stuck. (heimplanet.com)

Heimplanet Transit Line Sling Pocket XL, Dyecoshell 840D×660D dope-dyed nylon, aluminum hardware, ~3L, castlerock. Illustrative only.
Where nylon wins
- High strength-to-weight in tension and tear
- Forgiving hand feel, flexes without crackle
- Excellent abrasion resistance, particularly in ballistic constructions
- Quiet in use; no laminate crinkle
Where it loses
- Hygroscopic. Nylon 6,6 picks up 2.5–3% of its weight in water; Nylon 6 a bit more. Affects dry time and slightly affects dimensional stability in high humidity.
- Moderate UV stability. Amide bonds slowly degrade under sustained UV, measured in years of outdoor use, not weeks.
- PU coating is consumable. Eventually cracks, especially at fold lines, and waterproofing drops with it.
Nylon is the baseline this whole guide is measured against. Every later material is, in some sense, an answer to one of these failure modes.
Polyamide as the baseline.