Leather
The only fabric in this book that gets better with age.
- Volume
- 01
- Order
- № 08
- Read
- 10 min
- Published
Six chapters of materials invented in factories: polymer reactors, gel spinning lines, thermal lamination presses. The seventh material predates all of that by roughly seven millennia. Raw ingredient: animal hide. Treatment: chemical stabilization of collagen. Output: a fabric that gets better with age, which nothing else in this book can claim.
What Is Leather, Actually?
Leather is chemically stabilized animal skin. Raw material is hide: skin of cattle, in the vast majority of commercial production. Problem with raw hide: it wants to decompose. Bacteria eat collagen. Moisture causes rot. Untreated hide left to dry becomes stiff, brittle rawhide; exposed to water and warmth, returns to a protein soup.
Tanning is the process that stops this. A tanning agent penetrates the hide and cross-links the collagen fibers: bonds them together in a way that prevents microbial attack, stops putrefaction, gives the material stability, flexibility, and durability. The word “leather” specifically means tanned hide. Without tanning, just skin.
The Structure of Hide: Before Tanning
Hide is not uniform. Has layers, and those layers matter enormously to the final quality of leather.
From outside inward:
Epidermis
Outermost protective layer, about 0.05 to 1.5 mm thick, mostly dead keratinized cells. Removed entirely early in the tanning process. Keratin resists penetration by tanning agents, residual epidermal tissue causes uneven dyeing and weak finishes. Before any chemistry: hair off, epidermis off.
The Dermis (the part that becomes leather)
The dermis has two sub-layers:
-
Grain layer (papillary layer): Outermost part of the dermis. Densely packed, fine collagen fibers running in a tight network. Where the characteristic texture of leather (the “grain”) lives. Hair follicles anchored here, which is why you can see them on full-grain leather. Thin but incredibly strong.
-
Corium (reticular layer): Thick inner layer. Coarser, more loosely interwoven collagen fibers. Less dense than the grain layer, but provides bulk and body to the leather.
Flesh Layer (hypodermis)
Fat, muscle tissue, connective tissue. Removed during processing. Not leather.
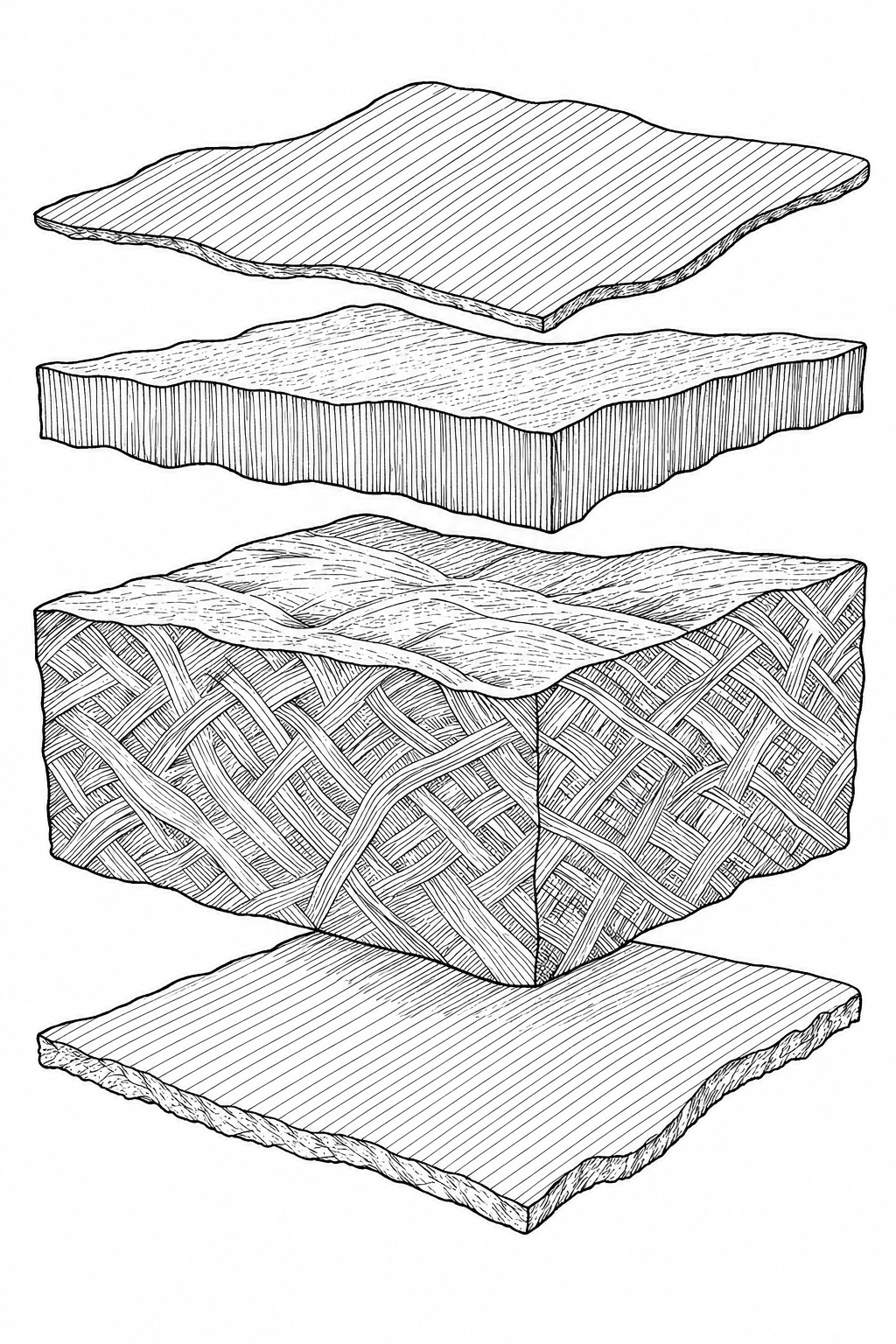 Epidermis (removed) → grain → corium → flesh (removed). What’s left becomes leather. Illustrative only.
Epidermis (removed) → grain → corium → flesh (removed). What’s left becomes leather. Illustrative only.
What Is Collagen?
We’ve talked about synthetic polymers. Collagen is the natural polymer that makes leather work.
Collagen is a structural protein, most abundant in mammals. Forms long triple-helical chains: three polypeptide strands wound around each other, stabilized by hydrogen bonds. These triple helices then bundle into fibrils, fibrils bundle into fibers, fibers interweave into the dense three-dimensional network you see in the grain layer.
Key properties:
- Very high tensile strength: collagen fiber network is extremely difficult to tear across. Force gets distributed along multiple interlocked fiber bundles.
- Natural flexibility: network is three-dimensional and interwoven, not a rigid lattice. Flexes and recovers.
- Breathability: unlike synthetic films, collagen fibers have natural spaces between them. Moisture vapor can pass through.
- Thermally stable under load after tanning: chrome-tanned leather resists degradation above 100°C.
Tanning: Cross-Linking the Collagen
In raw hide, the collagen network is held together mostly by weak hydrogen bonds and physical interweaving. Water breaks hydrogen bonds easily. Bacteria secrete enzymes that cleave collagen peptide chains. Whole structure is vulnerable.
Tanning replaces much of the water in the collagen structure with tanning agents, and forms additional cross-links between collagen chains. These cross-links are far stronger than hydrogen bonds. Result: a collagen network that resists bacterial enzymes, holds together when wet, and remains flexible.
Two main tanning methods used for bags. They produce very different leathers.
Chrome Tanning
Invented in 1858. Today, approximately 75–90% of all leather is chrome tanned.
Tanning agent is trivalent chromium (Cr³⁺) ions, typically in the form of chromium sulfate salts. Mechanism: Cr³⁺ ions form coordination bonds with the carboxyl groups on collagen side chains, creating bridges between adjacent protein chains.
Process is fast: entire tanning step can be done in a single day. Hides placed in large rotating drums with chromium solution; small Cr³⁺ ions penetrate deeply and quickly. Result at this intermediate stage is called “wet-blue”, blue from the chromium oxide.
Chrome-tanned leather characteristics:
- Soft, supple, pliable immediately after tanning
- Thinner for a given weight than veg-tan
- Wide color range: chrome tan accepts dyes very readily
- Good resistance to water when properly finished
- Consistent, predictable production quality
- Does not develop a rich patina over time the way veg-tan does
- Can be produced economically at industrial scale
Vegetable Tanning
Oldest tanning method, dating to ancient Sumeria around 6000 BCE. Tanning agents are polyphenolic compounds (tannins) extracted from the bark, wood, leaves, and nuts of trees: oak, chestnut, mimosa, quebracho are common sources.
Mechanism is different from chrome: tannins bind to collagen primarily via hydrogen bonding and hydrophobic interactions, not coordination bonds. Condensed tannins can also form covalent bonds through quinoid structures, which increase the hydrothermal stability of the leather.
Process is slow. A hide may spend weeks to months in progressively stronger tanning pits, moving from weaker to stronger solutions as it absorbs tannins deeper into the corium. High-end shell cordovan undergoes about 100 steps over six months of tanning.
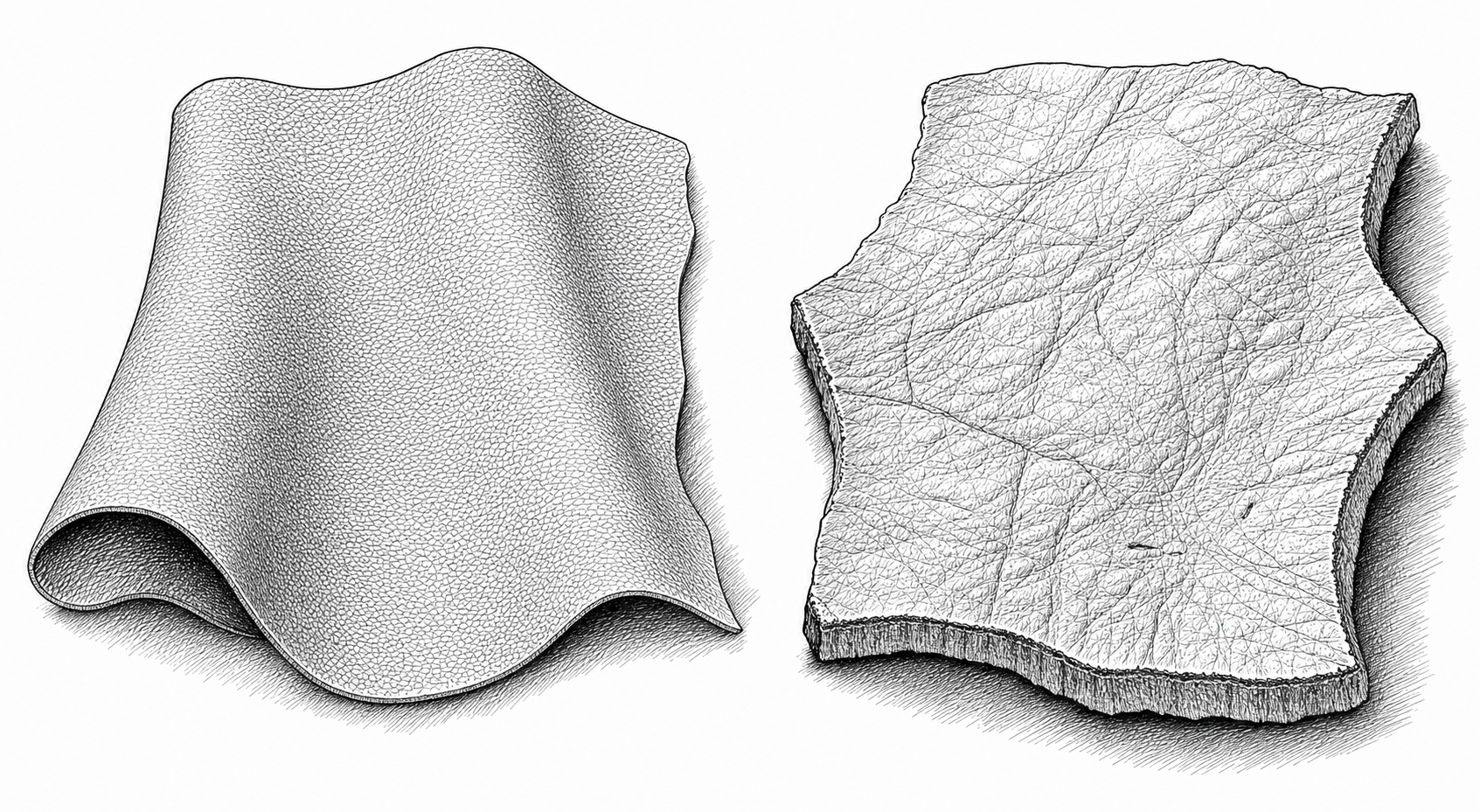 Same base material. Different chemistry, different character, different aging trajectory. Illustrative only.
Same base material. Different chemistry, different character, different aging trajectory. Illustrative only.
Vegetable-tanned leather characteristics:
- Firm, structured, toolable: veg-tan leathers have body and memory; hold shapes under pressure
- Develops patina: tannins react with light, oils, handling to slowly darken and develop depth of color
- Lower color variety at purchase: natural, tan, brown tones easiest
- More susceptible to water damage than chrome-tan if untreated
- Significantly more expensive and time-consuming to produce
- Used for premium goods and heirloom bags
The Patina: Why Leather “Gets Better”
Nylon and X-Pac described materials that peak at purchase and degrade from there. Leather breaks that rule, or at least, good leather does.
Patina is the gradual darkening, deepening, and development of sheen that occurs as leather ages. Mechanism:
- Oils from your hands penetrate the grain layer and migrate into the fiber structure, lubricating and conditioning the collagen network
- UV light drives oxidation reactions in the remaining vegetable tannins or residual organic compounds in the surface finish, darkening the color
- Friction on high-contact areas (handles, bottom corners, closure points) buffs the surface slightly, increasing sheen
- Micro-scratches from normal use fill in and blend as the surface oil matrix redistributes
Result: a material that accumulates character. Scratches stop looking like damage and start looking like texture. Color develops depth and variation. Leather becomes uniquely yours.
Not all leather develops this. Key requirement for patina: surface must be relatively uncoated, so oils have access to fiber structure. Leather with heavy polymer coatings (common on “genuine leather” or heavily corrected grain products) blocks this process. No patina; eventual peeling of the coating instead.
Leather Grades: The Hierarchy of the Hide
Hide gets split during processing. Where you cut, and whether you sand, determines the grade.
Full Grain
Upper layer of the dermis, with the grain surface intact and unsanded. Hair follicles visible under magnification. Densest, strongest part of the hide: tightly packed papillary collagen. No correction means all natural variation (scars, insect bites, growth lines) is visible. These marks are features of full grain, not defects. Only grade that develops full patina.
Top Grain (Corrected Grain)
Still from the upper dermis, but surface has been sanded or buffed to remove imperfections, then usually pigmented and sometimes embossed with a simulated grain. Densest surface fiber layer has been removed, leather is slightly weaker and breathes less. Patina development reduced or blocked by surface treatment. More uniform appearance; more forgiving production. What most “premium” bags that aren’t explicitly full-grain use.
Split Leather
The lower corium layer, separated from the grain. Weaker, coarser fiber structure. Often used as suede or as substrate for bonded leather. Not a performance leather for bags.
Bonded Leather / “Genuine Leather”
Leather fiber scraps and dust mixed with a polymer binder and pressed into sheets. Technically contains leather, hence the name. Behaves like a plastic composite: does not patina, eventually delaminates and flakes. Avoid in bags.
Thickness and Weight
Leather weight in traditional leatherworking is measured in ounces per square foot (oz), where 1 oz = roughly 0.4 mm thickness.
| Application | Thickness | oz/ft² |
|---|---|---|
| Liners, light panels | 0.8–1.0 mm | 2–3 oz |
| Body panels, light bags | 1.0–1.6 mm | 2.5–4 oz |
| Structured bags, briefcases | 1.6–2.2 mm | 4–5.5 oz |
| Straps, handles | 2.0–3.5 mm | 5–9 oz |
| Heavy duty, belts | 3.2–4.0 mm+ | 8–10 oz+ |
In g/m² terms, a 1.0 mm leather panel weighs roughly 700–900 g/m², and a 2.0 mm panel around 1,400–1,800 g/m², three to eight times heavier than comparable-performing nylon fabrics. A 30L leather bag where a nylon equivalent weighs 800 g will often weigh 1.5–2.5 kg in leather just from the shell.
This is leather’s primary tradeoff. The weight penalty is real and large. What you get in return is durability measured in decades rather than years, a material that improves with time, and a connection to craft that synthetics cannot replicate.
Notable Tanneries
Horween Leather Co., Chicago, Illinois
Founded 1905 by Ukrainian immigrant Isidore Horween, still operated by the fifth generation. Located in a five-story block-long factory in Chicago, the last tannery remaining in Chicago. Reference tannery for bag enthusiasts: Chromexcel (a lightly corrected, pull-up chrome-tan) and Dublin, Derby, and Essex (full-grain waxed leathers) appear on bags from nearly every premium maker. Exclusive supplier of leather to the NFL for footballs and the NBA for basketballs.
Shell Cordovan is Horween’s most famous product. Made not from cowhide but from the fibrous fascia layer under the skin of a horse’s rump: a single flat layer of very tightly interlocked fiber, with no grain layer and no corium in the traditional sense. Vegetable-tanned over approximately six months in a process with about 100 steps. Fiber density is extraordinary: it resists creasing, self-polishes, develops patina unlike any other leather. A single “shell” yields barely enough material for a pair of shoes.
Other Notable Tanneries
- Wickett & Craig (Curwensville, Pennsylvania), one of the last traditional veg-tan tanneries in the US.
- Badalassi Carlo (Tuscany, Italy), produces Minerva Box and Pueblo, popular veg-tan leathers.
- Shinki Hikaku (Japan), alongside Horween, one of the few remaining shell cordovan producers.
- Tanneries du Puy (France), historic French tannery, used by Hermès among others.
Leather vs. Synthetics: The Real Comparison
| Property | Full-Grain Leather | 500D Cordura Nylon | X-Pac VX21 | Ultra 100 |
|---|---|---|---|---|
| Weight (g/m²) | 700–1,400 | ~230 | ~205 | ~99 |
| Waterproof | No (treats needed) | PU coating | PET film | RUV film |
| Abrasion resistance | Very high | ~400 cycles | ~500 cycles (VX21 full laminate, DP spec) | ~3,600 cycles |
| Tear resistance | Very high | Good | Excellent | Very high |
| Aging | Improves (patina) | Degrades | Degrades | Degrades |
| Lifespan with care | 20–50+ years | 5–15 years | 5–15 years | Unknown (new) |
| Maintenance | Conditioning every 3–6 months | None | None | None |
| Weight in 30L bag shell | 1.5–2.5 kg | 200–350 g | 175–300 g | ~100–180 g |
| Cost | High–very high | Low–moderate | Moderate | Moderate–high |
Leather is, from a material science standpoint, heavier and more maintenance-intensive than every synthetic covered in this series. Honest accounting. The counterargument: a leather bag bought at 30 can still be in active use at 60, developing character the whole time, while three or four nylon bags will have been purchased and discarded in the interim. Whether that trade-off is worth it depends on what you value.
Leather in the Inventory
WaterField Executive Leather Messenger: Full-grain leather, handcrafted in San Francisco. The formal-mode bag. Not the daily carry. Not the travel shell. Used when the room rewards presence: client meetings, professional settings, occasions when a nylon pouch would feel wrong.
 Heavy, expensive, formal, improving. The only bag in the system designed to outlast everything else in it. Illustrative only.
Heavy, expensive, formal, improving. The only bag in the system designed to outlast everything else in it. Illustrative only.
The WaterField is the heaviest bag in the system by a significant margin: full-grain leather shell weight runs approximately 700–1,400 g/m², versus 205 g/m² for X-Pac VX21. That weight is not a flaw. It is honest accounting of what leather is: a dense, fiber-rich material that requires no films, no laminates, no coatings to be durable, just good tanning and occasional conditioning.
The Failure Mode
Leather fails chemically, not mechanically. Desiccation cracks fibers. Mold attacks organic material left wet. UV discolors and dries over years. All three are preventable.
- Drying and cracking: Leather is hygroscopic; absorbs and releases moisture. When dries out completely, collagen fibers lose lubricant and crack under flex stress. Conditioning restores moisture and oil balance.
- Mold: Organic material + moisture + warmth = fungal growth. Dry fully before storage.
- UV degradation: Sustained UV exposure dries out and discolors leather.
- Water staining: Unfinished or lightly finished leather absorbs water unevenly. Conditioning before heavy rain restores uniform surface.
Materials in previous chapters fail mechanically: delamination, coating wear, abrasion through films. Leather fails chemically, through desiccation and neglect. Failure mode is avoidable in a way that laminate delamination is not.
Cross-linked collagen, designed to age.